 |
| Place of Origin: | China |
| Brand Name: | MBS |
| Certification: | TUV |
| Model Number: | LXR055-900-002 |
| Name: | Friction saw blades |
|---|---|
| Tooth pitch: | Laser cut or punched |
| Teeth: | Sharpened |
| Color: | Natural |
| Function: | for cutting steel pipe |
| Feature: | without carbide tip |
| Surface treatment: | Oiled or painted |
| Body material: | 65Mn |
| Size: | 900mm |
| Teeth number: | 288 |
| Plate thickness: | 6.0mm |
| Bore: | 110mm |
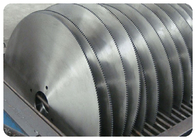
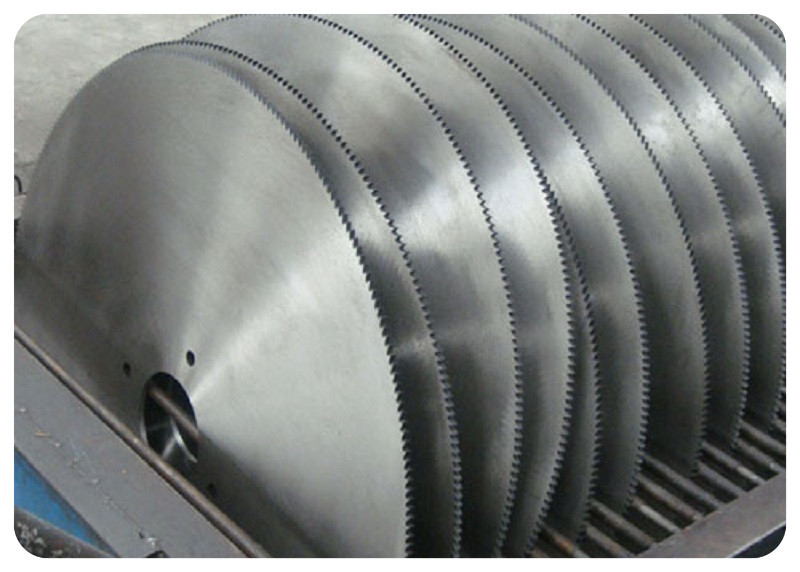
Kaltes Sägeblatt Friction saw blades for metal cutting Slitting saw MBS Hardware 900mm x 110mm x 6.0mm Z=288
Mainly used for cutting all kinds of metal thin wall pipe under the normal temperature.
![]()
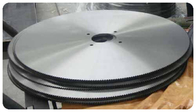
Quality: for indutrial and professional market
Diameter: 900mm
Bore: 110mm
Plate thickness: 6.0mm
Teeth number: 288
Silvery CrN (Chrome Niride) is a special PVD coating with high function of wear-resistance, anti-corrosion, and oxidation-resistance. Strongly recomended for cutting copper and titanium, also can be used for cutting brass, bronze, nd other light alloys.
Teeth number and steel thickness could be adjusted upon request. Hook agle could be adjusted upon request.
Other sizes and specifications:
| Diameter (mm) | Width(B) | Bore Diameter(D) | Teeth No.(Z) |
| 350 | 2.2,2.5,3.0 | 32 | 160,180,200,220 |
| 400 | 3.0,3.5 | 40 | 140,160,180,200,216 |
| 430 | 4.0 | 80 | 210 |
| 500 | 3.5,4.0 | 65 | 160,180,200,210 |
| 550 | 3.5,4.0 | 70 | 136,160,180,216 |
| 600 | 3.5,4.0 | 80,90,100 | 180,200,216,268 |
| 650 | 3.5,4.0 | 80,90,100 | 180,200,216,268 |
| 700 | 4.5,5.0 | 60,90,100 | 216,240,300 |
| 750 | 5.0,5.5 | 65,70,90 | 180,248,295,300 |
| 800 | 5.0,6.0 | 65,85,90,100 | 250,260,366 |
| 900 | 5.0,6.0 | 110,120 | 208,238,288,340 |
| 1000 | 5.5,6.0 | 120,130 | 288,48,432 |
| 1050 | 5.5 | 110,120 | 288 |
| 1200 | 6.0,8.0 | 120 | 348 |
![]()
![]()
![]()
![]()
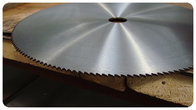
HSS Saw Blade and Cold Saw Blades
Cold Saw Blades are designed to cut ferrous and non-ferrous metals. Cold Saw blades are made from M2 HSS steel and M-35 (5% cobalt) for stainless and tool steels. Our cold saw blades are heat treated to 64-65 HRc and triple tempered and press quenched to ensure flatness. These blades are specifically suited for use on manual, semi-automatic and fully-automatic cold saws. Cold saw blades operate at slow speeds typically 10-50 RPM when cutting ferrous metal but can run faster when cutting non ferrous metal. Contact our highly experienced sales department for recommendations on cutting speeds and the proper tooth count. Flood coolant or at the least a mist spray is highly recommended for optimal cut quality and blade life. When ordering please specify the type of material being cut so the correct tooth geometry is furnished for your job. Cold saw blades are commonly listed in millimeters (converter tool). If you do not see your size, contact us for availability.
Cold Saw Blades are available with PVD coatings as well (scroll down to see images). PVD coatings increase the surface hardness and allow for increased speeds and feeds. The proper PVD coating is determined by the material being cut, the saw being used and the method of coolant application eg. flood, mist or no coolant. Contact our sales department for technical recommendation when considering PVD coatings.