 |
| Place of Origin: | China |
| Brand Name: | MBS |
| Certification: | TUV |
| Model Number: | LXR055-900-002 |
| Name: | Friction saw blades |
|---|---|
| Tooth pitch: | Laser cut or punched |
| Teeth: | Sharpened |
| Color: | Natural |
| Function: | for cutting steel pipe |
| Feature: | without carbide tip |
| Surface treatment: | Oiled or painted |
| Body material: | 65Mn |
| Size: | 900mm |
| Teeth number: | 288 |
| Plate thickness: | 6.0mm |
| Bore: | 110mm |
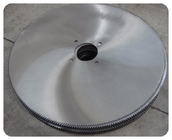
Kaltes Sägeblatt Friction saw blades for metal cutting Slitting saw MBS Hardware 900mm x 110mm x 6.0mm Z=288
Friction saw blades are commonly used to cut tube, pipe, solid bar, angle iron, casting, forgings, structural shapes, billets etc.
Friction Saw Blades up to 1200 mm diameter are tools of high efficiency made from well proven steel plates with a tensile strenght of 850 bis 950 N/mm2. Friction saw blades are used for cutting of steel tubes and profiles by low working temperature, it means by material temperature up to 250° C. They are made from chrom-vanadium steel marked (DIN 1.2235) and they are heat-treated to reach the optimum ratio of tenacity and hardness, which is suitable for cutting of material with high circumferential cutting speed. The cutting principal consists in melting of material in cut place caused by special kind of teeth.
Other sizes and specifications:
| Diameter (mm) | Width(B) | Bore Diameter(D) | Teeth No.(Z) |
| 350 | 2.2,2.5,3.0 | 32 | 160,180,200,220 |
| 400 | 3.0,3.5 | 40 | 140,160,180,200,216 |
| 430 | 4.0 | 80 | 210 |
| 500 | 3.5,4.0 | 65 | 160,180,200,210 |
| 550 | 3.5,4.0 | 70 | 136,160,180,216 |
| 600 | 3.5,4.0 | 80,90,100 | 180,200,216,268 |
| 650 | 3.5,4.0 | 80,90,100 | 180,200,216,268 |
| 700 | 4.5,5.0 | 60,90,100 | 216,240,300 |
| 750 | 5.0,5.5 | 65,70,90 | 180,248,295,300 |
| 800 | 5.0,6.0 | 65,85,90,100 | 250,260,366 |
| 900 | 5.0,6.0 | 110,120 | 208,238,288,340 |
| 1000 | 5.5,6.0 | 120,130 | 288,48,432 |
| 1050 | 5.5 | 110,120 | 288 |
| 1200 | 6.0,8.0 | 120 | 348 |
![]()
![]()
![]()
![]()
Quality friction saw blades are through hardened for improved durability and for better servicing as no service is needed except resharpening. Further, only through hardened blades allow for superior flatness, radial and lateral runout, and proper tensioning. The recommended hardness is in the range between 42 – 46 HRc, but can vary depending on the application and the user’s preference. The teeth are milled into the full body blade to ensure highest precision that is similar or even exceeding the quality of ground teeth. The shape of the teeth is such as to support clearing of debris from the tooth gullet. In most cases the Blades are ground hollow on both sides to prevent jamming of the blade during use and to reduce the formation of cracks. Parallel ground friction saw blades, however, often show just as good performance and are more cost efficient. The production of friction saw blades requires strict quality controls as high cutting speeds and extreme stress do not allow for deviations from the production tolerances in order to avoid possibly disastrous consequences.
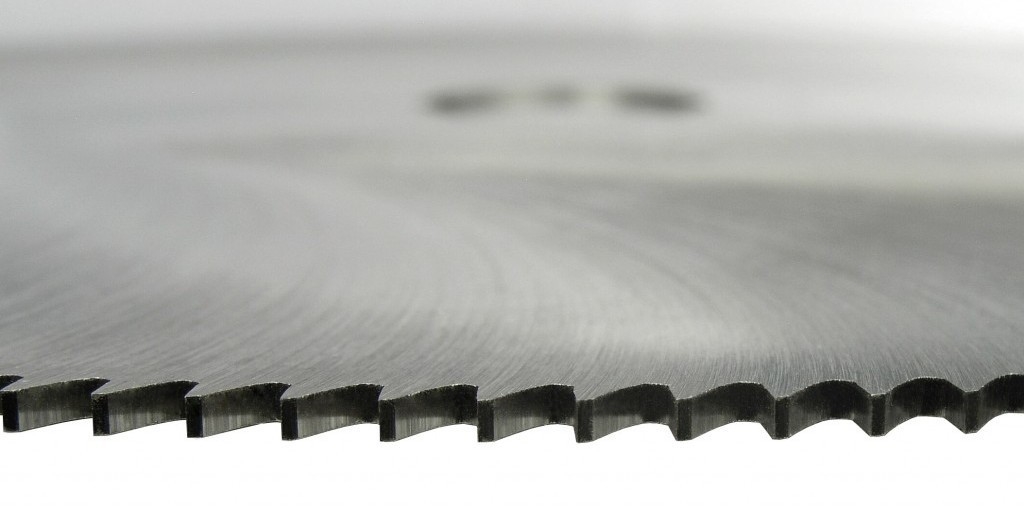
Teeth type:
![]()
![]()
To achieve the necessary stability during cutting, the recommended diameter/thickness ratio is in the range of 0,6 – 1,0 % of the diameter; i.e. a 500 mm blade should have a thickness of appr. 3 - 5 mm. It should be noted that the thickness of the blade in combination with the thickness of the material to be cut determine the required power of the sawing machines. If the machine is too weak for the application or for the friction saw blade used, then the effect on the cutting characteristics will be negative. The cutting characteristics are also influenced by the tooth-shape and pitch. Although other tooth shapes are being used, the most commonly used tooth is the "parrot beak" shape, which has become an industry standard. The rake angle should always be negative to a) keep tooth loads low in order to minimize heat transfer into the blade teeth, and b) to support clearing of debris/chips from the tooth gullet.